HDPE Geomembran Kaynak Makinesi Eğitimi | Mühendis Rehberi
CQA mühendisleri, kurulum ekipleri ve proje yöneticileri için kapsamlı birHDPE jeomembran kaynak makinesi eğitim kılavuzu Uzun süreli sızdırmazlık performansını sağlayan kusursuz dikişler elde etmek için gereklidir. Çöp depolama alanı, madencilik ve gölet kaplama projelerindeki 350'den fazla dikiş hatasını araştırdıktan sonra, dikiş kusurlarının %82'sinin uygunsuz makine ayarlarından (sıcaklık, basınç, hız) veya yetersiz operatör eğitiminden kaynaklandığını tespit ettik. Bu mühendislik kılavuzu kesin bir bilgi sağlar.HDPE jeomembran kaynak makinesi eğitim kılavuzu Çift kanallı füzyon kaynak makineleri (sıcak kama) ve ekstrüzyon kaynak makinelerini kapsar, sıcaklık kalibrasyonu da dahil (400-500 ° C), kama basıncı (2-5 bar), hareket hızı (1.5-3.0 m/dak) ve tahribat testi protokolleri (ASTM D6392). Yaygın kaynak kusurlarını (soğuk kaynak, delinme, eksik füzyon) temel neden analizi ve düzeltme prosedürleriyle analiz ediyoruz. Satın alma yöneticileri için, makine spesifikasyonu kontrol listelerini ve operatör sertifikasyon gereksinimlerini (IAGI, NACE) dahil ediyoruz.
HDPE Geomembran Kaynak Makinesi Eğitimi Nedir?
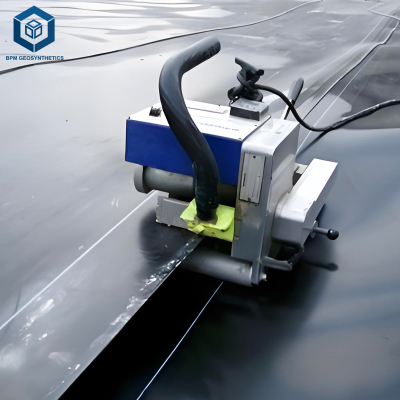
Bu ifadeHDPE jeomembran kaynak makinesi eğitim kılavuzu Sahada HDPE jeomembran panellerini birleştirmek için kullanılan füzyon kaynak ekipmanının çalıştırılmasına yönelik sistematik talimat setini ifade eder. İki temel makine tipi ele alınmaktadır: düz dikişler için çift kanallı füzyon kaynak makineleri (sıcak kama) ve onarımlar ve penetrasyonlar için ekstrüzyon kaynak makineleri (el tipi veya tezgah üstü). Endüstri bağlamı: Çift kanallı füzyon kaynak makineleri, depolama alanları, maden yığınları ve göletlerdeki ana dikişler için standarttır çünkü tutarlı, yüksek mukavemetli kaynaklar üretirler (ana levhanın mukavemetinin %90-100'ü kadar). Bu makineler 400-500 derece arasındaki kama sıcaklıklarında çalışır. ° C, 2-5 bar basınç ve 1.5-3.0 m/dak seyir hızları, geomembran kalınlığına ve ortam koşullarına bağlı olarak değişir. Mühendislik ve tedarik için neden önemlidir: Dikiş kalitesi, astarın sağlamlığı açısından en kritik faktördür – 100 mm'lik bir dikiş kusuru günde 50-200 litre sızıntıya neden olabilir. Yanlış makine ayarı soğuk kaynaklara (zayıf bağ) veya malzemenin incelmesine (delinmeye) neden olur. Operatör sertifikası (IAGI, NACE) ve makine kalibrasyon kayıtları, EPA Subtitle D uyumluluğu için zorunludur.
Teknik Özellikler – HDPE Geomembran Kaynak Makineleri
| Parametre | Çift Kanallı Füzyon Kaynak Makinesi (Sıcak Kama) | Ekstrüzyon Kaynak Makinesi (El Tipi) | Mühendisliğin Önemi | |
|---|---|---|---|---|
| Kaynak yöntemi | İki üst üste binen levha arasındaki sıcak kama | Ekstrüde edilmiş erimiş polimer boncuk V-oluklarını doldurur. | Birincil dikişler için füzyon kaynak makinesi; yamalar ve delikler için ekstrüzyon. | |
| Kama sıcaklık aralığı | 400 – 500 ° C (752-932) ° F | Uygulanamaz (ekstruder namlusu 200-250) ° C | Sıcaklık çok düşük = soğuk kaynak; çok yüksek = yanma. | |
| Kama basıncı (temas basıncı) | 2.0 – 5.0 bar (29-72 psi) | Uygulanamaz (operatör nozulu tutuyor) | Basınç, moleküler ara-difüzyonu sağlar; düşük basınç = zayıf bağ. | |
| Seyahat hızı (kaynak hızı) | 1.5 – 3.0 m/dak (ayarlanabilir) | 0.3 – 0.8 m/dak (daha yavaş, manuel) | Hız, ısı girişini etkiler; sıcaklığa göre tersine ayarlayın. | |
| Dikiş genişliği (bitmiş) | 20-40mm (çift raylı) | 15-25mm (tek boncuk) | Daha geniş dikiş = daha uzun sızıntı yolu, ancak daha yavaş üretim. | |
| Güç gereksinimleri | 230V AC, 3-5 kW, 16-20A | 230V AC, 2-3 kW, 10-15A | Sitenin elektrik beslemesinin gereksinimleri karşıladığından emin olun; jeneratör stabil olmalıdır. | |
| Ağırlık (makine) | 15-25 kg (taşınabilir, tekerlekli) | 6-12 kg (el tipi) | Daha ağır makineler, yokuşlarda daha fazla operatör emeği gerektirir. | |
| Sertifikasyon standartları | GRI, ASTM D6392 (dikiş testi) | Füzyonla aynı | Her iki tip için de operatör sertifikası gereklidir. |
Malzeme Yapısı ve Bileşimi – HDPE Kaynak Oluşumu
| Bileşen | Fonksiyon | Kaynak Oluşumu Süreci |
|---|---|---|
| HDPE polimer zincirleri | Kaynak için temel malzeme | Isı, arayüz boyunca zincir yayılımına neden olur; soğutma ise dolaşım oluşmasına yol açar. |
| Karbon siyahı (%2-3) | UV stabilizatörü, kaynak işlemlerinde rol almaz. | Düzgün dağılım kritik öneme sahiptir; aglomeratlar kaynak kusurlarına neden olur. |
| Antioksidanlar (OIT) | Kaynak sırasında değil, servis sırasında oksidasyonu önler. | Yüksek OIT kaynaklanabilirliği etkilemez; düşük OIT daha sonra kırılgan dikişlere yol açar. |
| Yüzey kirliliği (kir, nem, yağ) Moleküler teması önler. | Kaynak öncesinde temizlenmelidir; kirlilik eksik kaynağa neden olur. |
Üretim Süreci – Kaynak Makinesi Çalıştırma Adımları
Makine kurulumu ve kalibrasyonu – Güç kaynağını kontrol edin (230V AC, sabit voltaj ±%5). Geomembran kalınlığına ve ortam koşullarına göre kama sıcaklığını ayarlayın (450 dereceden başlayın). ° 1.5mm HDPE için C. Basınç göstergesini ve hız ayar düğmesini kalibre edin.
Yüzey hazırlığı Panelleri 75-100 mm kadar üst üste getirin. Dikiş bölgesini izopropil alkol veya özel temizleyici ile temizleyin. Kir, toz, nem ve yağı temizleyin. Panellerin kuru olduğundan emin olun.
Deneme dikişi (üretim öncesi test) Hurda malzemeye 2-3 metrelik deneme dikişi yapın. ASTM D6392'ye göre tahribat testi: soyulma testi ve kesme testi. Parametreleri geçecek şekilde ayarlayın.
Üretim kaynağı Makineyi üst üste gelecek şekilde yerleştirin, kama ısıtmasını başlatın (5-10 dakika ısınma süresi tanıyın). Tahrik tekerleklerini devreye alın; sabit hızı koruyun (dikişin ortasında durmaktan kaçının). Sıcaklık göstergesini sürekli takip edin.
Kaynak sonrası muayene (tahribatsız) Çift kanallı kaynaklar için hava kanalı testi (ASTM D4437) yapın: kanalı 30 psi'ye kadar basınçlandırın, 5 dakika bekleyin, basınç düşüşünü gözlemleyin. Ayrıca tek hatlı kaynaklar için vakum kutusu testi.
Tahribatlı test (kalite güvence/kalite kontrol planına göre) Dikiş uzunluğunun her 150 metreünde numune alın. Soyulma ve kesme testlerini yapın; minimum kabul koşulu: soyulma ≥31 N/cm, kesme ≥ana levha mukavemetinin %50'si.
Arızalı dikişlerin onarımı Eğer dikiş testini geçemezse, arızalı kısmı kesin ve yeniden kaynaklayın. Ekstrüzyon kaynağı onarımları için eski kaynağı taşlayın, temizleyin ve yeni kaynak ucu uygulayın.
Performans Karşılaştırması – HDPE Geomembranlar için Kaynak Metodları
| Kaynak Yöntemi | Dikiş mukavemeti (ana %) | Üretim hızı (m/dak) | Operatör becerisi gereklidir | En iyi uygulama |
|---|---|---|---|---|
| Çift yollu füzyon (sıcak kama) | %90-100 (mükemmel) | 1.5-3.0 (hızlı) | Orta düzey (sertifikalı eğitim gereklidir) | Ana dikişler, düz alanlar, eğimler |
| Tek yollu füzyon (daha küçük kama) | %85-95 (iyi) | 1.0-2.0 (orta düzey) | Orta düzeyde | Dar geçişler, sıkı kıvrımlar |
| Ekstrüzyon kaynağı (el tipi) | %70-85 (orta ila iyi) | 0.3-0.8 (yavaş) | Yüksek (istikrarlı el ve açı kontrolü gerektirir) | Onarımlar, boru delikleri, yamalar |
| Ekstrüzyon kaynağı (tezgah üstü/otomatik) | %80-90 (iyi) | 0.5-1.0 (orta düzeyde) | Orta düzeyde Prefabrikasyon paneller, atölye kaynağı |
Endüstriyel Uygulamalar – Projeye Göre Kaynak Makinesi Seçimi
Çöp depolama alanı astarı (birincil dikiş yerleri): Çift kanallı füzyon kaynak makinesi tüm ana dikişler için zorunludur. Sadece yamalar ve boru manşonları için ekstrüzyon kaynak makinesi. IAGI veya NACE sertifikalı operatörler gereklidir.
Madencilik yığın yıkama pedi (büyük paneller): Yüksek üretim için geniş kama (40mm) özellikli çift kanallı füzyon kaynak makinesi. Uzun düz dikişler için otomatik kaynak kullanın; boruların etrafındaki onarımlar için ekstrüzyon kullanın.
Havuz astarı (eğimli şevler): Tek hatlı füzyon kaynak makinesi daha dar açılı eğriler için kullanılabilir. Düzensiz yamalar için ekstrüzyon kaynağı.
İkincil muhafaza (tank depoları): Çoğu dikiş için çift kanallı füzyon; su toplama bölmeleri ve geçiş yerleri için ekstrüzyon kaynağı.
Yaygın Endüstri Sorunları ve Mühendislik Çözümleri
Sorun 1 – Soğuk kaynak (soyma testi yapışma hatasını gösteriyor, HDPE lifleri olmayan pürüzsüz yüzey)
Bunun temel nedeni: Kama sıcaklığının çok düşük olması (<400). ° c) veya = ""hız="" çok="" yüksek="" ise = 3 m/dak. Moleküler difüzyonu sağlamak için yeterli ısı yok. Çözüm: Sıcaklığı 10-20 derece artırın. ° Vitese C'yi ayarlayın veya hızı 0,3-0,5 m/dak azaltın. Deneme dikişini tekrar test edin.
Sorun 2 – Delinme (görünür incelme veya dikişte delikler)
Bunun temel nedeni: Kama sıcaklığının çok yüksek olması (>500). ° C) veya seyir hızının çok yavaş olması (<1.2 m/dak). Aşırı ısınma polimer bozulmasına neden olur. Çözüm: Sıcaklığı 20-30 derece düşürün. ° C veya hızı artırın. Hasarlı bölümü değiştirin.
Sorun 3 – Düzensiz dikiş genişliği (değişken örtüşme, makinenin kayması)
Temel neden: Operatör makineyi düzgün yönlendirmiyor; eşit olmayan üst üste binme. Çözüm: Kılavuz çit veya lazer kılavuz aparatı kullanın. Kaynak yapmadan önce dikiş hattını işaretleyin. Uzun dikişler için ip kullanın.
Sorun 4 – Hava kanalı testi başarısız olur (5 dakika içinde basınç düşüşü)
Temel neden: İğne delikleri, eksik birleşme veya dikişte sıkışan kalıntılar. Sızıntıyı tespit etmek için sabunlu su kullanın. Sızıntı yerini işaretleyin, ilgili bölümü kesin ve yeniden kaynaklayın. Çift kanallı dikiş için, ekstrüzyon kaynak makinesiyle onarın.
Risk Faktörleri ve Önleme Stratejileri
| Risk Faktörü | Mekanizma | Önleme Stratejisi (Özel Madde) |
|---|---|---|
| Eğitimsiz operatörler döngüyü oluşturur. | Sertifikasız kaynakçı tutarsız dikişler üretiyor. Tüm kaynak operatörleri, HDPE jeomembran kaynağı için geçerli IAGI veya NACE sertifikasına sahip olmalıdır. Sertifika kartları incelemeye hazır olacaktır. Halka | |
| Kalibre edilmemiş makine (sıcaklık/basınç sapması) | Sensör kayması soğuk kaynaklara veya delinmeye neden olur. Kaynak makinesi her vardiyanın başlangıcında temaslı pirometre ve basınç göstergesi kullanılarak kalibre edilmelidir. Kalibrasyon günlüğü tutulacaktır. Halka | |
| Kirlenmiş dikiş (kir, nem, yağ) | Moleküler bağlanmayı engeller -> eksik füzyon Kaynak yapılacak yerler izopropil alkol ile temizlenmeli ve kaynak işleminden önce kurutulmalıdır. Yağmurdan sonraki 2 saat içinde kaynak yapılamaz. Halka | |
| Soğuk havalarda kaynak yapımı (ortam sıcaklığı <5) ° c) Isı çok hızlı bir şekilde dağılıyor - soğuk kaynak halkası 5 derecenin altındaki ortam sıcaklıkları için ° C, rüzgar siperliğini kullanın ve kama sıcaklığını 20-30 derece artırın. ° C. Dikiş bölgesini önceden ısıtın. Halka | ||
| Yetersiz tahribatsız test Tespit edilmeyen dikiş kusurları sızıntıya neden olur. Çift kanallı dikişlerin %100'ü ASTM D4437'e göre hava kanalı testinden geçirilecektir. Ekstrüzyon kaynakları vakum kutusu ile test edilecektir. Her 150 metrede tahribatlı numuneler. Halka |
Satın Alma Rehberi: HDPE Geomembran Kaynak Makinesi Nasıl Seçilir?
Birincil uygulamayı belirleyin Çıkış borusu/birincil ek yerleri → çift kanallı füzyon kaynak makinesi. Onarımlar/delikler → ekstrüzyon kaynak makinesi. Genel müteahhitlik için her iki türü de satın alın.
Sitedeki elektrik mevcudiyetini kontrol edin. Çift hatlı kaynak makineleri 230V AC, 16-20A, stabil bir jeneratör gerektirir (invertör tipi önerilir). Ekstrüzyon kaynak makineleri 230V, 10-15A gerektirir.
Ağırlığı ve taşınabilirliğini değerlendirin Yokuş çalışmaları için daha hafif makineler (15-18 kg) operatörün yorgunluğunu azaltır. Düz alanlar için tekerlekli modelleri değerlendirin.
Sıcaklık kontrol özellikleri Gerçek zamanlı ekranlı dijital PID kontrolörleri, analog kadranlara göre tercih edilmektedir. Kalite Güvence/Kalite Kontrol dokümantasyonu için veri kaydetme özelliği.
Basınç ayarı ve izleme Ayarlanabilir kama basıncına (2-5 bar aralığı) ve basınç göstergesine sahip makineleri tercih edin.
Hız kontrolü Değişken hızlı sürücü (1-4 m/dak) ve dijital ekran. Yük altında sabit hız önemlidir.
Üretici desteği ve yedek parçalar – Takozların, tahrik tekerleklerinin, ısıtma elemanlarının ve sensörlerin yerel olarak bulunup bulunmadığını doğrulayın.
Mühendislik Vaka Çalışması: Çöp Depolama Alanı Dikiş Arızası – Makine Kurulum Hatası
Proje: Asistan 50 dönümlük atık depolama alanı, 1.5 mm kalınlığında dokulu HDPE astar. Kaynak ekibi çift hatlı füzyon kaynak makinesi kullandı.
Sorun: 2.000 m²'lik astarın montajının ardından, CQA denetçisi 20 dikişte hava kanalı testi gerçekleştirdi – 8'i başarısız oldu (yüzde 40 arıza oranı). Arızalı dikişlerde yapılan soyulma testleri soğuk kaynak olduğunu gösterdi (pürüzsüz yüzey, lif yırtığı yok).
Kök neden analizi: Kaynak makinesi sıcaklık sensörü kaymış; ayar noktası 440. ° C ancak ölçülen gerçek kama sıcaklığı 380 dereceydi. ° C (temaslı pirometre). Operatör, vardiya başlangıcında makineyi kalibre etmemişti. Seyahat hızı 2,5 m/dakikaydı – 380 için çok hızlıydı. ° C.
Düzeltici eylem: Yeniden kalibre edilmiş sıcaklık sensörü. Ayarlanan ayar noktası 460 olarak ayarlandı. ° Gerçek 440 değerine ulaşmak için C ° C. Hız 2,0 m/dakikaya düşürüldü. Yeniden test edildi – dikişler hava kanalı ve soyulma testlerini geçti (fiber yırtılması %95).
İyileştirme maliyeti: Arızalı 180 metrelik dikişler kesildi ve yeniden kaynaklandı (4.500 dolar işçilik maliyeti). 2 günlük üretim kaybı (12.000 dolar). Makine kalibrasyon kiti 800 dolarlık bir üründür. Toplam 17.300 dolar. Gelecekteki sızıntılar önlendi (tahmini 500.000$'ın üzerinde giderme maliyeti).
Ölçülebilir sonuç: ŞuHDPE jeomembran kaynak makinesi eğitim kılavuzu Ders: Vardiya başlangıcında daima temaslı pirometre ile sıcaklığı ayarlayın – asla sadece makine ekranına güvenmeyin. 800 dolarlık bir kalibrasyon kiti, potansiyel onarım maliyetinden 500.000 dolar tasarruf sağladı.
Sıkça Sorulan Sorular – HDPE Geomembran Kaynak Makinesi Eğitimi
Teknik Destek veya Fiyat Teklifi Talebi
HDPE jeomembran kurulum projeleri için kaynak makinesi kalibrasyon hizmetleri, operatör eğitimi ve Kalite Güvence/Kalite Kontrol planı geliştirme hizmetleri sunuyoruz.
✔ Teklif talebi (proje büyüklüğü, astar tipi, sertifika gereksinimleri)
✔ 25 sayfalık kaynak makinesi kalibrasyon günlüğü şablonunu ve parametre tablolarını indirin.
✔ Kontak kaynak mühendisi (IAGI sertifikalı usta eğitmenci, 18 yıllık deneyim)
Mühendislik ekibimize proje sorgulama formu aracılığıyla ulaşın.
Yazar Hakkında
Bu teknik kılavuz, firmamızdaki üst düzey geosentetik mühendislik grubu tarafından hazırlanmıştır. Bu grup, HDPE jeomembran kaynak kalite güvence/kalite kontrolü, operatör eğitimi ve adli hata analizi konularında uzmanlaşmış bir B2B danışmanlık kuruluşudur. Baş mühendis: HDPE jeomembran kurulumu ve kaynağı konusunda 21 yıllık deneyim (IAGI sertifikalı usta eğitmenci), CQA yönetimi konusunda 16 yıllık deneyim ve 47 dikiş arızası vakasında uzman tanık. 500'den fazla kaynak operatörünü eğittik ve dünya genelinde 10 milyon m²'den fazla jeomembran dikişini denetledik. Her makine parametresi, test protokolü ve vaka çalışması ASTM/GRI standartlarından ve saha deneyiminden kaynaklanmaktadır. Genel bir tavsiye değil – CQA mühendisleri ve kurulum süpervizörleri için mühendislik düzeyinde veriler.